






The Weldability of Aluminum
Aluminum and its alloys are popular metals because of their low weight, good corrosion resistance, and weldability. Although they typically possess low strength, certain alloys can have mechanical properties similar to steels. Aluminum alloys can be joined by a wide range of methods. But they also possess several properties that require understanding depending on which method you are using. Therefore, the first step to successful aluminum welding is to familiarize yourself with the various aluminum alloys, their properties, and the considerations in choosing filler metal for each.Aluminum Alloys
Pure aluminum is a relatively soft metal. But when combined with alloying elements it can produce a wide range of mechanical properties. These alloys are categorized into families according to the principal alloying elements with a four-digit identification system. Here is an overview of the common families of aluminum alloys and their weldability characteristics along with common filler metals:
1000 Alloys:
Almost pure aluminum, at 99% with trace elements making up the rest. This family is used to carry electrical current or for corrosion resistance in particular environments. 1000 series Aluminum alloys are readily weldable with 1100 filler metal.
2000 Alloys:
This is a family of high-strength aerospace alloys. They are extremely sensitive to hot cracking and are the least weldable aluminum alloys. Specifically, 2024 is the least weldable. But there are a couple exceptions, 2219 and 2519, which can be readily welded with 2319 or 4043 filler metal.
3000 Alloys:
A collection of medium-strength aluminum alloys. They are very formable and are often used for heat exchangers and air conditioners. 3000 series aluminum alloys are readily weldable with either 4043 or 5356 filler metal.
4000 Alloys:
These are typically used as welding or brazing filler alloys rather than base materials. However, when they are used as base materials, 4000 series aluminum alloys are readily welded with 4043 filler metal.
5000 Alloys:
A family of high-strength sheet and plate alloys. 5000 series aluminum alloys are readily welded with 5356 filler metal. However, with stronger alloys such as 5083, 5183, or 5556, filler metals should be used.
6000 Alloys:
6000 series aluminum alloys are tricky to weld because they are prone to cracking. However, with the proper techniques, they can be readily welded using 4043 or 5356 filler metals.
7000 Alloys:
Another group of high-strength aerospace alloys. These alloys are mostly unweldable due to their susceptibility to hot-cracking and stress-corrosion. 7075 is particularly vulnerable. The exceptions are 7003, 7005, and 7039, which are readily weldable with 5356 fillers. The alloys can be further classified according to being non-heat-treatable or heat-treatable alloys.
Heat-Treatable vs Non Heat-Treatable Aluminum Alloys Charts
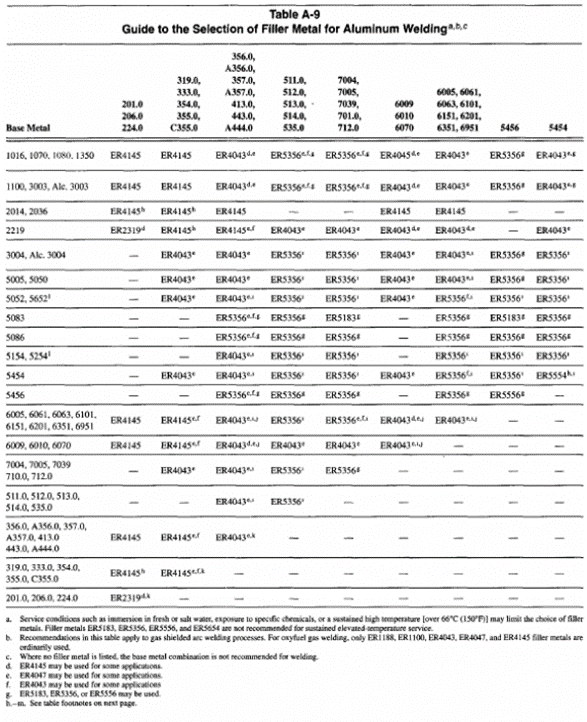
Here is a helpful breakdown of the weldability of aluminum alloys in heat-treatable and non-heat-treatable variants and which fillers the base metals are best paired with:
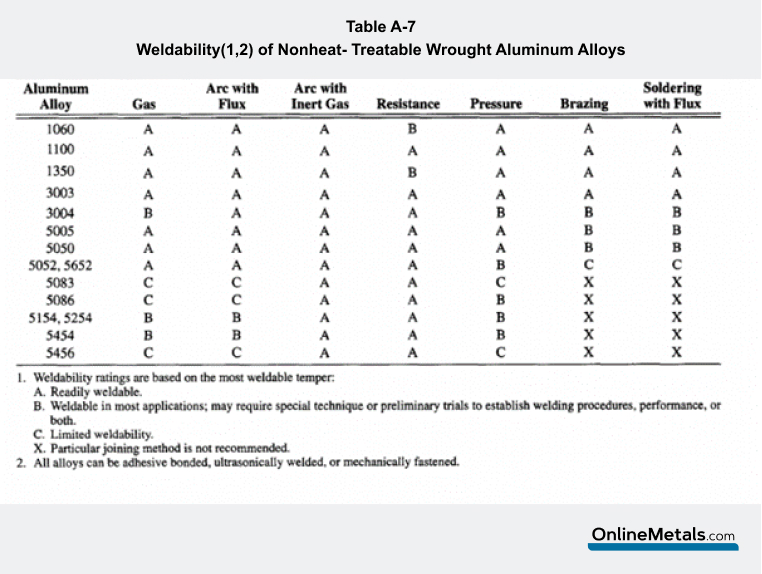

Non Heat-Treatable Aluminum Alloys
For non-heat-treatable alloys, the material strength of alloys depends on the effect of work hardening and solid solution hardening of alloy elements such as magnesium and manganese. These are mainly found in the 1000, 3000 and 5000 series aluminum alloys. When welded, these alloys may lose the effects of work hardening and cause softening of the heat affected zone adjacent to the weld.
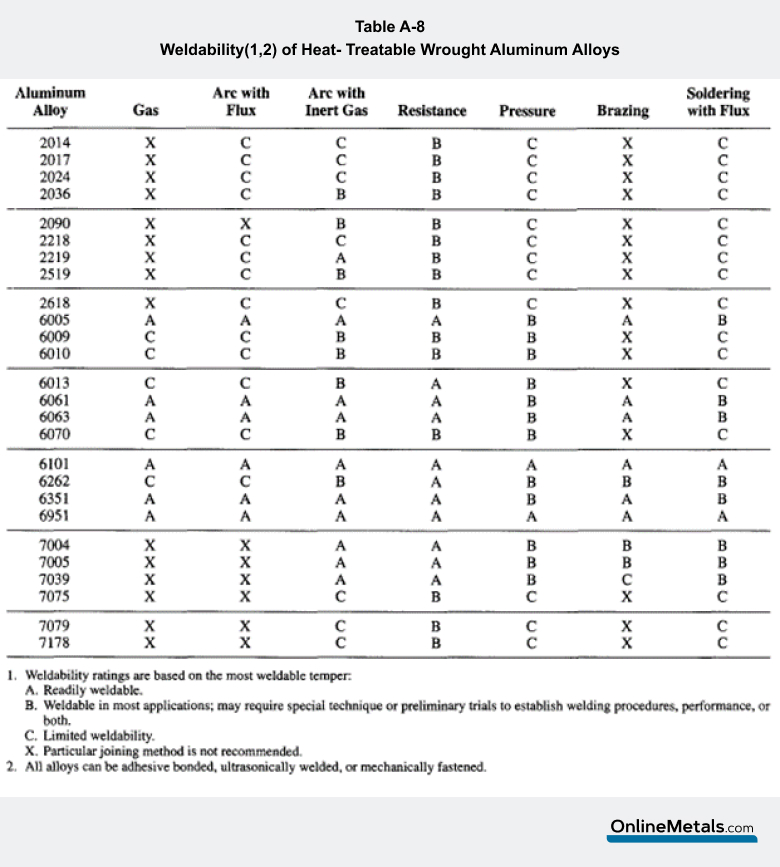
Heat-Treatable Aluminum Alloys
The material hardness and strength of heat-treatable alloys depend on their composition and the heat treatment. The main alloying elements of these materials are defined in the 2000, 6000 and 7000 series aluminum alloys. Note that when fusion welding heat-treatable alloys, the hardening constituents in the heat affected zone (HAZ) is redistributed and results in a reduction in material strength in the local area.
Processes
TIG (Tungsten Inert Gas), MIG (Metal Inert Gas), and oxyfuel processes are suitable processes for fusion welding most of the wrought grades in the 1XXX, 3XXX,5XXX, and 6XXX series; the 5XXX alloys in particular have excellent weldability. These processes are also well suited for medium strength 7XXX series alloys. We don’t recommend fusion welding high strength alloys, such as 7010, 7050, and a majority of the 2XXX alloys, because they are prone to liquation and solidification (see Common Aluminum Welding Defects below). The Friction Stir Welding technique is particularly suited for producing sound welds in aluminum alloys. This technique is an excellent choice for heat-treatable alloys which are prone to hot cracking.
Common Aluminum Welding Defects
The weldability of Aluminum and its alloys is good if you take appropriate precautions. However, it is important to know the defects that may occur and how to avoid them. The most common defects in fusion welds are:
Porosity
Aluminum is one of the metals most susceptible to porosity. Porosity is caused when hydrogen gas gets trapped in the weld pool as the metal cools. Hydrogen becomes present from either water vapor or hydrocarbon contamination through oils, greases, lubricants, and solvents. While the weld metal is in the molten state, it absorbs a high amount of hydrogen. Then as it solidifies, it tries to expel the hydrogen. However, if the weld is solidifying even moderately quickly, the hydrogen doesn’t have a chance to escape and instead stays behind and forms small pores within the weld. To minimize the likelihood of porosity from hydrocarbon contamination, thorough cleaning of material surface and filler wire should be performed. Here are some appropriate techniques:
Mechanical cleaning: After degreasing, use wire brushing, scraping, to remove impurities on the surface of the metal. Solvents: Organic solvents can be used to remove grease, oil, dirt, and loose particles. Dipping, spraying, or wiping the metals with solvents before welding can help remove any contaminants and impurities. Chemical etching: Use a solution of 5% sodium hydroxide to clean the metals, followed by a rise with NO3 and water to remove reaction products on the surface.
Solidification Cracking
Because aluminum alloys experience high thermal expansion and substantial contraction upon solidification, they are also susceptible to cracking. Typically, these cracks occur along the center line of the weld. It’s mainly caused due to an incorrect filler and parent metal combination, incorrect weld geometry, or when welding under high restraint conditions. Furthermore, impurities like sulfur and phosphorus are a major factor since these elements separate during solidification. Therefore, it is important to remove the oil or grease contamination from the weld area before welding. Also, metals with a low melting point, such as copper, tin, lead, and zinc, should also be avoided. Risk of solidification cracking can be further reduced by using a non-matching, crack-resistant filler such as those from the 4XXX and 5XXX series alloys.
Liquidation Cracking
Heat treatable alloys, particularly the 6XXX and 7XXX alloys, are more prone to liquation cracking. This type of cracking results from localized melting at grain boundaries of the heat affected zone, combined with the inability to withstand the contraction strains as the weld metal cools. But the risk of liquation cracking can be reduced by using a filler metal with a lower melting temperature than the parent metal.
Weld Bead Profile Imperfections
Aluminum’s high thermal conductivity and the quick solidifying weld pool makes its alloys particularly susceptible to profile imperfections on the weld bead. To combat the risk of inconsistency, undercut, and insufficient fusion or penetration, ensure you are using the correct parameters and technique for the weld.



About Online Metals
Online Metals is the world’s leading eCommerce metal supplier, specializing in small quantity cut-to-size metals and plastics, delivered in a fast and reliable manner.
Since 1998, Online Metals has expanded our catalog to over 85,000 different cut sizes, grown our national footprint to seven pickup locations across the U.S., and continued to improve upon our best-in-class customer experience.
Check out our materials: Alloy Steel, Aluminum, Anodized Aluminum, Beryllium Copper, Brass, Bronze, Carbon Steel, Copper, Cast Iron, Nickel, Nickel Silver, Plastic, Stainless Steel, Titanium, Tool Steel, Unistrut®, Wrought Iron, & Zinc
Shop by shape: Bars, Tubes, Sheets, Plates, and More.
Can't find what you're looking for? Submit a quote or contact our support team.

 Continue modifying your quoted cart?
Continue modifying your quoted cart?